Parcours de l'outil de sculpture
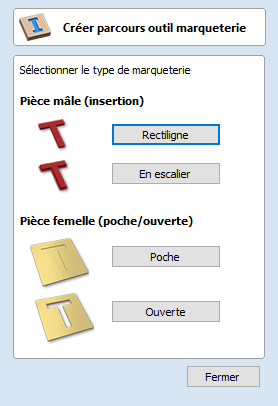
La fonctionnalité de parcours d'outil d'incrustation peut être utilisée pour calculer des parcours d'outil de profil ou de poche avec compensation automatique du rayon de l'outil ; cela permet aux pièces découpées de s'insérer dans les cavités correspondantes. Cette fonction est très utile pour la création de boiseries décoratives et est également particulièrement utile pour les fabricants d'enseignes pour la création de lettres et de graphiques incrustés.
Comment fonctionnent les incrustations
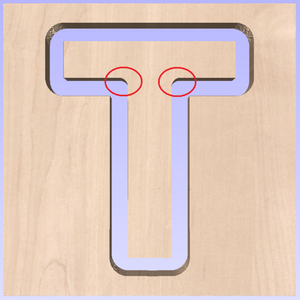
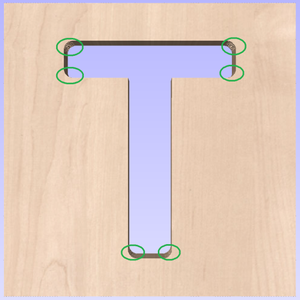
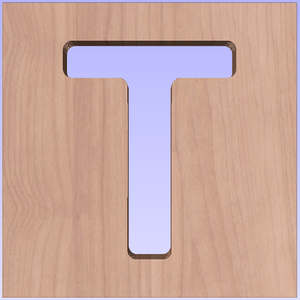
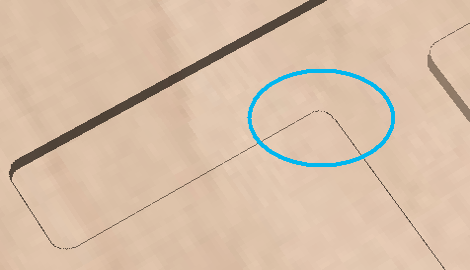
Lorsque vous utilisez une machine CNC pour découper des formes, l'outil laissera toujours un rayon sur n'importe quel coin interne. En revanche, lorsqu'il s'agit de découper des trous ou des poches, l'outil laisse un rayon sur les angles extérieurs. Si aucune modification n'est apportée pour tenir compte de ce fait, il n'y a aucun moyen d'insérer une pièce dans l'autre. C'est ce que montre la lettre "T" mise en évidence dans l'image ci-dessous. À gauche, vous pouvez voir les coins internes avec un rayon sur la pièce à découper (mis en évidence par des ovales rouges). À droite, vous pouvez voir les coins extérieurs arrondis du trou (mis en évidence par des ovales verts). Comme vous pouvez l'imaginer, essayer d'insérer le "T" dans le trou ne fonctionnerait pas, car il s'agit de la proverbiale cheville carrée dans un trou rond !
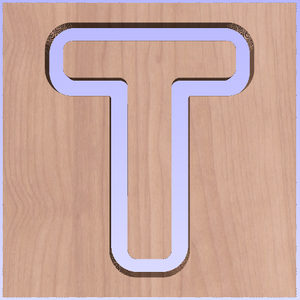
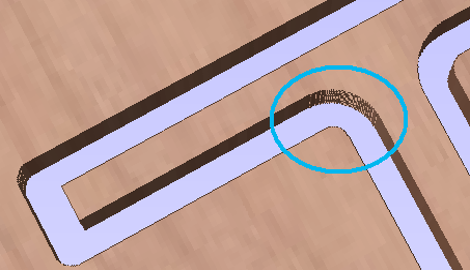
Il n'est pas possible d'éviter le rayon ajouté car il est formé par la taille et la forme de l'outil. La fonction d'incrustation crée des parcours qui tiennent compte du rayon de l'outil et le compensent en arrondissant les angles vifs pour que les pièces résultantes s'emboîtent. Vous pouvez le voir sur les images ci-dessous, où la même lettre a été découpée à l'aide des parcours Inlay, vous pouvez voir que tous les coins (internes et externes) ont maintenant le même rayon, de sorte qu'ils s'emboîtent
Lors de la création d'un parcours d'incrustation, le rayon est automatiquement compensé. Il est donc très important de s'assurer que vous spécifiez le même outil pour les deux parties de toute incrustation (mâle et femelle). Si vous ne le faites pas, les incrustations ne s'emboîteront pas.
Si vous créez une poche, l'outil principal (l'outil de finition) et non l'outil plus grand (de dégagement) doit être le même que celui utilisé pour créer l'insert mâle.
Note
You must use the same tool for both parts of an inlay for the resulting parts to fit together correctly.
 Incrustation masculine (insérer)
Incrustation masculine (insérer)
Droit
Cette option vous permet de couper des parties droites qui agissent comme la partie insérée de l'encoche. Il utilise une variation de parcours d'outil de profil, qui arrondit automatiquement les bords extérieurs de la pièce pour permettre le rayon de l'outil utilisé. Le module contient toutes les options de profil standard, à l'exception de l'absence d'une option "Profil sur" ou "Profil sur", car cela n'est pas possible pour ce type d'encoche, celle-ci devant être coupée à l'extérieur du vecteur. Les autres options standard qui ne sont pas disponibles sont la possibilité d'ajouter des arêtes vives ou de définir un dernier passage, car elles ne sont pas non plus valables pour cette demande. L'image suivante montre comment les bords extérieurs sont arrondis en fonction du rayon de l'outil utilisé.
Échelonné
Cette option consiste à découper des parties latérales en gradins pour servir de pièce d'insertion de l'incrustation. Ce type d'incrustation est généralement utilisé pour les lettres et les formes dites "à enfoncer". Il s'agit de pièces qui sont insérées par l'arrière et utilisent la marche comme une étagère pour les fixer de manière invisible à l'arrière d'un panneau. Comme pour l'option d'incrustation droite, elle utilise une variante du parcours Profil avec la possibilité de spécifier une profondeur et une largeur de pas.

Comme le montre le schéma du formulaire, la profondeur de pas est la hauteur verticale du pas à partir de la profondeur de départ, la largeur de pas est la distance du bord du vecteur original à laquelle la partie sera découpée (créant le pas).
Incrustation féminine (Poche / Trou)
Poche
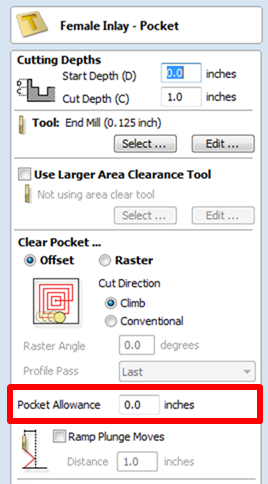
Cette option est sélectionnée pour découper une poche qui servira de cavité pour la forme masculine correspondante à incruster. Elle utilise les mêmes options que le parcours standard du style Poche, y compris la nouvelle option qui permet d'utiliser un outil plus grand et plus petit pour dégager la poche (la taille de l'outil doit correspondre à celle utilisée pour l'incrustation masculine). Pour que la poche puisse fonctionner comme une poche d'incrustation, tous les coins internes seront arrondis en fonction du rayon de l'outil pour permettre aux parties mâles de s'y insérer (voir l'image ci-dessous).
Comme nous l'avons vu précédemment, il est courant de laisser une marge sur un ou deux côtés de l'incrustation. En général, lorsque l'on travaille avec des lettres, la marge est laissée sur la poche, de sorte que la taille et la forme des lettres elles-mêmes ne sont pas affectées plus que nécessaire.
Trou
Cette option consiste à découper un trou qui servira de cavité pour la forme masculine correspondante à incruster. Les options de profil standard sont disponibles pour les incrustations de trous femelles, sauf qu'il n'y a pas d'option de profil extérieur ou intérieur, car cela ne s'applique pas à ce type de parcours et cette option ne permet pas d'utiliser les options d'angle, car elles ne sont pas non plus applicables à ce type de parcours. Pour que le parcours fonctionne comme une incrustation, tous les coins internes seront arrondis en fonction du rayon de l'outil afin de permettre aux pièces mâles de s'y insérer (voir l'image ci-dessous).
Réglage des marges d'incrustation
Although the radius of the tool is compensated for when using the inlay tool, this in itself will almost always not be enough to ensure the two parts will fit together correctly. The parts will be exactly the same size and so would not fit together without a lot of force which would damage the part or without some kind of post-CNC hand work. Cutting the parts exactly the same size also does not allow for any kind of finish to be applied to either side.
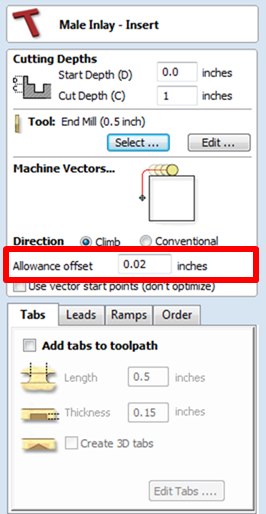
To enable the parts to fit extra material either needs to be cut from the Male side, the Female side or in some applications both. This additional distance is added using the option in the toolpath form to add an Allowance. On the toolpaths which are based on a Profile then this is done with the Allowance Offset (Shown in the image below left - highlighted in red). For Pocket style toolpaths use the Pocket Allowance, (shown in the image below right highlighted in red). When a value is entered it will overcut the selected shape by this distance, this will reduce the size for male parts and increase the hole/pocket for female parts.
The size of the Allowance required will depend on the type of material (how much it may expand or contract between being cut and inlayed), the accuracy of your tooling, the accuracy of your machine and finally any finish you are planning to add to the finished parts (such as paint or varnish which will have a thickness). In most situations where no finish is being applied before the parts are inlayed then an allowance of 0.01 inches (0.25mm) or 0.02 inches (0.5mm) will be sufficient. If you are not sure what value to use then you should experiment with this on a test part to get the correct sizes for your particular setup and application.
In the majority of cases the Allowance is applied to the Female side of the inlay as it is typical to not want to alter the actual vector shapes (the Male side) any more than is required for the tool radius. This means the Hole or Pocket will be cut over-sized to provide the additional allowance for the parts to fit.
Propriétés du poste et de la sélection
Z sûr
La hauteur au-dessus de la tâche à laquelle il est sûr de déplacer la lame à une vitesse d'avance rapide/max. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériel.
Position initiale
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériau.
Parcours du projet vers le modèle 3D
Cette option n'est disponible que si un modèle 3D a été défini. Si cette option est cochée, ✓ après que le parcours de l'outil ait été calculé, il sera projeté (ou "déposé") en Z sur la surface du modèle 3D. La profondeur du parcours original sous la surface du matériau sera utilisée comme la profondeur projetée sous la surface du modèle.
Sélection de vecteurs
Cette zone de la page de parcours vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours pour réutiliser vos paramètres de parcours sur des projets similaires à l'avenir. Pour plus d'informations, voir les sections Sélecteur de vecteur et Modèles avancés de parcours d'outil.
Nom
Le nom du parcours peut être saisi ou le nom par défaut peut être utilisé.